傾僾僙僢僩抌憿偺挿強偲抁強乣傾僾僙僢僩抌憿偺摿挜乣
傾僾僙僢僩抌憿偵偼丄壓婰偺傛偆側乽挿強乿偲乽抁強乿偑偁傝傑偡丅
傾僾僙僢僩抌憿偺挿強
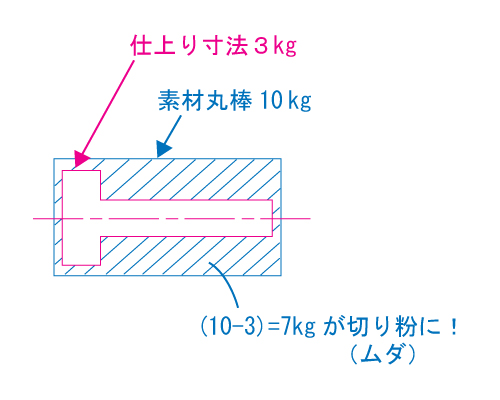
侾丏娵朹偐傜偺嶍傝弌偟偵斾傋偰嵽椏旓偑愡尭偱偒傞
仺嬥懏帒尮偺愡栺乮僄僐乯偵傕側傞
俀丏壛岺帪娫偺抁弅偑恾傟傞
仺揹婥戙偺愡栺乮僄僐乯偵傕側傞
埲忋侾丆俀偼乽僐僗僩僟僂儞乿岠壥
俁丏幉晹偼娵朹偺傑傑偱僗僩儗乕僩側偺偱丄慁斦壛岺偑偟傗偡偄
係丏僔儞僾儖側抌憿曽幃側偺偱丄嬥宆旓傕埨偔偱偒傞
乮偨偩偟妱宆傪巊偭偨懡岺掱抌憿偺応崌偼嬥宆旓偼偐偝傒傑偡乯
俆丏抌棳慄乮儊僞儖僼儘乕乯偑楢懕偟偰偄傞偨傔丄嫮搙偑嫮偄

僣僀僗僩儘僢僋僺儞偺抌憿昳
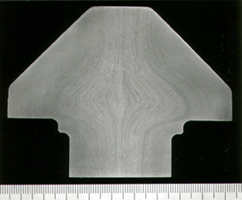
儊僞儖僼儘乕偺幨恀
偙傟偼峘偱僐儞僥僫偺愊傒崀傠偟傪偡傞僋儗乕儞偺僐儞僥僫傪屌掕偡傞僺儞偱偡偑丄枩堦庱晹偱攋懝偟偰偼戝曄側帠屘偵側傞偨傔丄偙偺傛偆偵儊僞儖僼儘乕偑楢懕偟偰偄傞偙偲偑旕忢偵廳梫偵側傝傑偡丅
傾僾僙僢僩抌憿偺抁強
侾丏幉晹偺巇忋傝偑彊乆偵嵶偔側傞暔偺応崌偼丄幉晹偼娵朹僗僩儗乕僩偺傑傑側偺偱庢傝戙偑懡偔側傞
乮偙傟傪夝寛偡傞曽朄偲偟偰乽僴僀僽儕僢僪抌憿乿偑偁傝傑偡乯
俀丏妱宆乮僌儕僢僾僟僀乯傪巊梡偡傞応崌偼丄妱宆偺崌傢偣柺偵乽妱傝慄乿偲偄偆僶儕偑弌傞
乮捠忢0.5倣倣掱搙偩偑丄嬥宆偺杸栒傗宍忬偵傛傝2乣3倣倣弌傞応崌傕偁傞乯
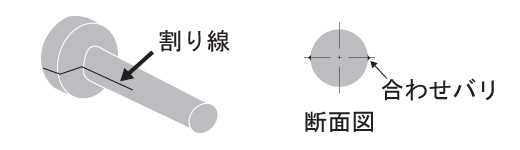
仸妱宆傪巊梡偣偢偵娵宆偱傾僾僙僢僩抌憿偡傟偽乽妱傝慄乿偼擖傝傑偣傫丅
俁丏乽抌憿從擖傟乿傗乽旕挷幙峾乿側偳丄慡懱壛擬偑忦審偺暔偵偼揔梡晄壜
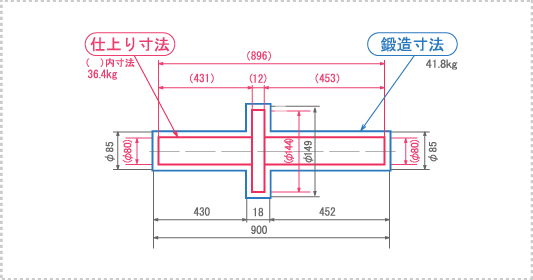
傾僾僙僢僩抌憿偺儊儕僢僩偺椺
亀嶍傝弌偡偺偼傕偭偨偄側偄両亁
| No. | 崁栚 | 嶍傝弌偟偺応崌 | 摉幮抌憿偺悺朄 |
|---|---|---|---|
| 1 | 嵽椏悺朄 | φ150亊900倢 | φ85亊938倢 |
| 2 | 嵽椏廳検 | 124.8kg | 41.8kg |
| 3 | 壛岺廳検 | 124.8-36.4=88.4kg | 41.8-36.4=5.4kg |
| 4 | 壛岺帪娫 | 442暘 | 27暘 |
僐僗僩斾妑
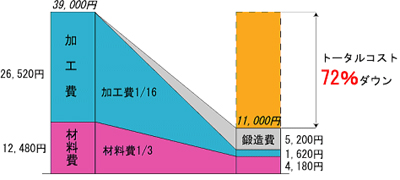
丂丒斾丂廳=7.85
丂丒壛岺擻椡=0.2倠倗/暘
丂丒壛岺僠儍乕僕=60墌/暘
丂丒嵽椏旓=100墌/倠倗
丂仸嬥宆旓偼暿搑尒愊傝
儊儕僢僩偺桳柍偺敾抐婎弨
傾僾僙僢僩抌憿偼丄嫮搙柺傕偁傝傑偡偑傗偼傝乽僐僗僩僟僂儞乿傪栚揑偲偝傟傞偙偲偑杦偳偱偡丅
傛偭偰師偺乽偨偩侾揰乿偑僐僗僩儊儕僢僩偁傞偐偳偆偐偺敾抐婎弨偲側傝傑偡丅
侾丏娵朹偐傜偺嶍傝弌偟偺応崌偵丄敿暘埲忋偑乽愗傝暡乿偵側偭偰偄傞偐丠
傾僾僙僢僩抌憿偵嫋偝傟傞岺捓偼丄壛岺帪娫抁弅儊儕僢僩傪彍偗偽偳傟偩偗嵽椏旓偑愡栺偱偒傞偐偺斖埻撪偵尷傜傟傑偡丅傛偭偰堦斒揑側峔憿梡峾乮俽係俆俠傗俽俠俵係俁俆側偳乯偺応崌偼丄慺嵽娵朹偺敿暘埲忋傪愗傝暡乮僗僋儔僢僾乯偵偟偰姰惉昳偵偟偰偄傞偲偄偆晹昳偱偁傟偽僐僗僩儊儕僢僩偑弌偣傑偡丅 傕偪傠傫僗僥儞儗僗側偳崅媺側嵽椏偺応崌偼傛傝戝偒側儊儕僢僩偑弌傑偡丅
偁偲偼傗偼傝乽儘僢僩乿偲乽嬥宆旓乿偺栤戣偱偡丅
俀丏儘僢僩廳検偱侾侽侽乣俁侽侽俲倗埲忋傑偲傔傜傟傞偐丠
堦斒揑偵乽宆抌憿乿偱偼丄嵟掅儘僢僩偑侾乣俀倲偲偄傢傟傑偡丅扨廳偑侾俲倗偺暔側傜侾侽侽侽乣俀侽侽侽屄傕傑偲傔側偗傟偽側傝傑偣傫丅偟偐偟傾僾僙僢僩抌憿偱偼斾妑揑僔儞僾儖側嬥宆峔惉傪偲偭偰偄傞偨傔丄儘僢僩偼俁侽侽俲倗乮嵟掅侾侽侽俲倗乯偁傟偽崌偆偙偲偑傛偔偁傝傑偡丅
侾侽俲倗偺暔側傜俁侽屄乮嵟掅侾侽屄乯傑偲傑傟偽俷俲偲偄偆姶妎偱偡丅
俁丏嬥宆旓偑侾擭埲撪乮栚埨乯偱彏媝偱偒傞偐丠
乽抌憿昳偼崅偄両乿偲偄偆僀儊乕僕傪帩偨傟傞棟桼偺堦偮偵乽嬥宆旓乿偑偁傝傑偡丅
抌憿偺岺朄偵傛偭偰偼丄嬥宆戙偑偐偐傜側偄丄傕偟偔偼彮妟偱偄偗傞応崌傕偁傝傑偡偑丄
偐偐傞応崌偼堦斒揑偵悢廫枩墌傕偺宆戙偑偐偐傞偙偲偑偁傝傑偡丅
傛偭偰侾屄偁偨傝偺僐僗僩儊儕僢僩偵懳偟丄嬥宆旓偑僐僗僩儊儕僢僩偺侾擭暘埲撪偔傜偄偱偁傟偽丄
偦傟埲崀偼儊儕僢僩偑傑傞傑傞弌偰偔傞偨傔丄嬥宆旓傪偐偗偰偱傕抌憿偡傞儊儕僢僩偑偁傞偲峫偊傜傟傑偡丅
嬶懱揑偵偼乽儊儕僢僩丒僔儈儏儗乕僔儑儞乿偺儁乕僕偱偍帋偟偔偩偝偄丅
傾僾僙僢僩抌憿偵晄岦偒側宍忬
侾丏幉挿偝偑抁偄傕偺
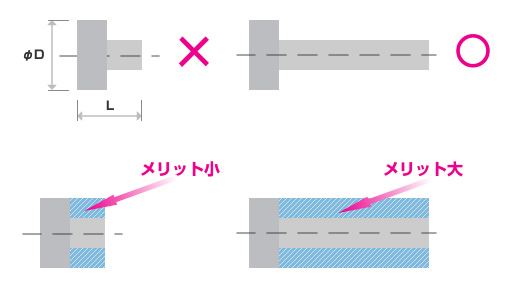
傾僾僙僢僩抌憿偱偼丄娵朹嵽偐傜偺嶍傝弌偟偲偺嵎偑儊儕僢僩偲側傝傑偡偺偱丄忋恾嵍偺傛偆側幉挿偝偺抁偄傕偺偼抌憿儊儕僢僩偑弌偵偔偔丄僾儗僗抌憿傗僴儞儅抌憿偺曽偑揔偡傞傛偆偵側傝傑偡丅乮扐偟偦偺応崌偼悢偑偁傞掱搙昁梫乯堦斒揑偵偼 ![]() 偑栚埨偱偡丅
偑栚埨偱偡丅
俀丏僣僶岤偑岤偄傕偺
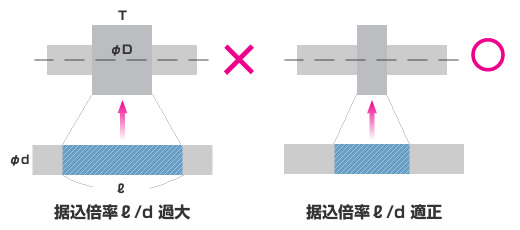
傾僾僙僢僩抌憿偱偼嵶偄嵽椏傪幉曽岦偵悩偊崬傫偱僣僶傪惉宍偟傑偡偺偱丄僣僶偺岤傒偑岤偄偲偐側傝偺挿偝偺嵽椏傪悩偊崬傑偹偽側傜側偔側傝傑偡丅
悩偊崬傒挿偝ℓ傪嵽椏宎冇d偱妱偭偨抣ℓ/d傪悩崬攞棪乮僄儖丒僶僀丒僨傿乕乯偲尵偄丄偙傟偵偼乽傾僾僙僢僩抌憿偺婎慴抦幆乿偺乮俀乯悩崬攞棪偺媮傔曽偺傛偆側寁嶼偑昁梫偱偡丅
堦斒揑偵偼 ![]() 偑栚埨偱偡丅
偑栚埨偱偡丅